注塑模溫的設(shè)定 正確的說法,模溫是指在成形被進(jìn)行時的模腔表面的溫度,在模具設(shè)計及成形工程的條件設(shè)定上,重要的是不僅維持適
來源: 發(fā)布時間:2016年11月16日 15:05:35 閱讀:7285
聚合物在塑膠擠出或注射成型時,在流體剪切速率較低時經(jīng)口模或澆口擠出物具備潤滑的輪廓與平均的形狀。當(dāng)剪切速率或剪切應(yīng)改性塑料力增進(jìn)到一定值時,在擠出物外表取得鮮麗且外面邃密精美;當(dāng)塑膠擠出速度再舉高時...
來源: 發(fā)布時間:2016年11月16日 15:04:30 閱讀:6856
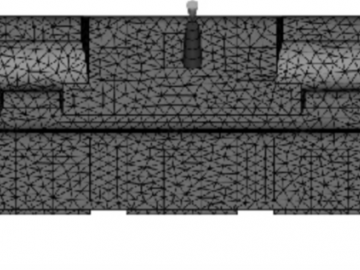
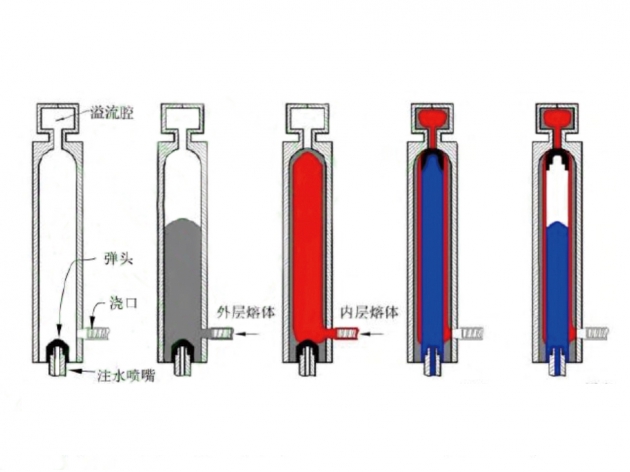
基于CAE 厚壁件注塑澆口優(yōu)化設(shè)計賀圣彥1.2,楚純朋2,鄧嬌2,曹中清1( 1. 西南交通大學(xué)機械工程學(xué)院,四川成都610031; 2. 株洲
來源: 發(fā)布時間:2016年11月01日 10:35:57 閱讀:7655
注塑制品成型后,與預(yù)定的質(zhì)量標(biāo)準(zhǔn)(檢驗標(biāo)準(zhǔn))有一定的差異,而不能滿足下工序要求,這就是注塑制品缺陷,即常說的品質(zhì)問題。
來源: 發(fā)布時間:2016年10月31日 09:21:50 閱讀:6590
“凹痕”是由澆口封口后或者缺料注射引起的局部內(nèi)收縮造成的。注塑制品表面產(chǎn)生的凹陷或者微陷是注塑成型過程中的一個老問題。
來源: 發(fā)布時間:2016年10月27日 13:44:05 閱讀:4626
注塑成型工藝流程可以簡單的表示如下: 上一周期 ? 閉模 ? 填充 ? 保壓 ? 回膠 ? 冷卻 ? 開模 ? 脫模 ? 下一周期在填充
來源: 發(fā)布時間:2016年10月26日 09:47:27 閱讀:5727
一、相關(guān)聯(lián)的知識 ? 1、因為制品表面的光潔度(與模具接觸的全部面積)由模具面的光潔度所決定,如果模具的光潔度不好,因細(xì)小
來源: 發(fā)布時間:2016年10月25日 09:29:16 閱讀:5952
注塑制品顏色不均的原因分析造成注塑制品顏色不均的主要原因及解決方法如下:(1)著色劑擴散不良,這種情況往往使?jié)部诟浇霈F(xiàn)
來源: 發(fā)布時間:2016年10月24日 09:21:26 閱讀:5385
什么是表面光澤不良? 光澤不良是指表面昏暗沒有光澤,透明制品的透明性低下,造成光澤不良的原因很多,其他的一些注塑缺陷也是
來源: 發(fā)布時間:2016年10月24日 09:18:00 閱讀:7630























 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...